Dugattyúrudas munkahengerek, alapfogalmak
Az előző fejezetben átnéztük a dugattyúrudas munkahengerek kialakításával és működésével kapcsolatos legfontosabb ismereteket (7. fejezet):
- munkahenger felépítése
- átmérő és lökethossz
- hengermozgások definiálása
- henger-működtetés értelmezése
- munkahenger szimbólumok
Ebben a fejezet az alábbi témákkal folytatjuk a munkahengerekre vonatkozóalapismeretek áttekintését:
- löketvég-csillapítás
- munkahenger mágneses helyzetérzékelése
- pneumatikus munkahengerek sebességének a beállítása
Löketvég-csillapítás
A sűrített levegő igen nagy sebességgel áramolhat a munkahenger hengercsövében. Amennyiben hagynánk, hogy a dugattyú nagy sebességgel ütközzön a hengerfedélnek, akkor a munkahenger és a hozzá kapcsolódó alkatrészek is károsodhatnak. Ezért a legtöbb munkahengert löketvég-csillapítással szerelik, amely a dugattyú sebességét lecsökkenti, még mielőtt a fedéllel érintkezne.
Két féle löketvég-csillapítás létezik:
- rugalmas löketvég-csillapítás
- állítható pneumatikus löketvég-csillapítás
Rugalmas löketvég-csillapítás
A rugalmas löketvég-csillapítás legegyszerűbb formája az úgynevezett ütközőgyűrű, amely valamilyen rugalmas anyagból készül, és a hengerfedél belső kialakításán - a fedél és a dugattyú között - helyezkedik el.
Anyagát tekintve általában poliuretán, amelynek nagyon jó az energiaelnyelő tulajdonsága. A mozgó dugattyú tulajdonképpen ennek a gyűrűnek ütközik a véghelyzetben.
A rugalmas löketvég-csillapítást jellemzően kisméretű munkahengerek esetén alkalmazzák, ahol kisebb terhelések jellemzők. A kompakt hengerek esetén is ezt a csillapítási módszert alkalmazzák, mivel a munkahenger kisebb beépítési mérete nem teszi lehetővé az állítható pneumatikus löketvég-csillapítás beépítését.
Állítható pneumatikus löketvég-csillapítás
Az állítható pneumatikus löketvég-csillapítást nagyobb sebességek és terhelések esetén szükséges alkalmazni. Kialakításából és működéséből adódóan jóval hatékonyabb, mint a rugalmas csillapítás, mivel ennél a megoldásnál egy fojtás alatt lévő "légpárnának" ütközik a dugattyú, amely a teljes lökethossz utolsó 10 ... 50 mm-én lelassítja a dugattyú sebességét.
A csillapítás mindkét munkahenger-fedélbe be van építve. A csillapítás mértékét a fedélen lévő állítócsavarral lehet beállítani.
Állítható löketvég-csillapítása van az ISO 15552 szabványú profil- és összehúzócsavaros hengereknek, a dugattyúrúd nélküli hengereknek, valamint egyes körprofil munkahengernek, valamint számos egyedi kivitelű munkahengernek, amelyeknél a nagyobb terhelések miatt szükséges a pneumatikus löketvég-csillapítást beépíteni.
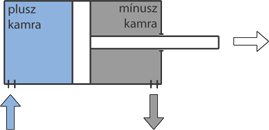
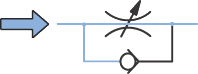
Az alábbi sematikus ábrán látható az állítható pneumatikus löketvég-csillapítás működése.
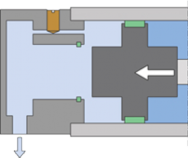 1. ábra
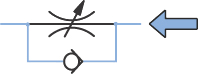
1. ábra 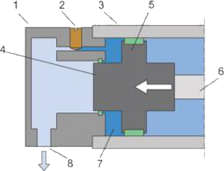 2. ábra
2. ábra - hengerfedél
- fojtócsavar
- hengercső
- fékeződugattyú
- dugattyú
- dugattyúrúd
- fékezőkamra
- levegőcsatlakozás
Negatív mozgás esetén, amikor a munkahenger dugattyúja alaphelyzetbe áll vissza, a plusz kamrában lévő levegő a levegőcsatlakozáson (8) keresztül kipufog (1. ábra).
A véghelyzet elérése előtt a fékeződugattyú (4) - amely a munkahenger dugattyújának (5) része - egy önbeálló tömítés segítségével elzárja a hengertérben lévő levegő szabad kiáramlását a levegőcsatlakozáson (8) keresztül (2. ábra). A munkahenger plusz kamrájában lévő levegő csak egy szűkebb keresztmetszeten, egy állítható fojtáson keresztül áramolhat tovább a levegőcsatlakozáshoz.
A fékezőkamrában (7) így megnő a nyomás, és a dugattyú mozgásával ellentétes irányú erőt hoz létre, amely lefékezi a mozgó tömeget. Ez a fékező erő mindaddig jelen van, amíg a dugattyú el nem éri a véghelyzetet. Az átáramlás mértékét egy fojtócsavar (2) segítségével lehet beállítani, amellyel egyenletes lassítás érhető el a munkahenger véghelyzetében.
FONTOS! Az állítócsavarral csak a munkahenger löketvégeinek utolsó 10 ... 50 mm- én lehetséges beállítani a csillapítás mértékét.
A lökethossz teljes szakaszára vonatkozó sebesség-beállítást fojtó-visszacsapó vagy fojtó- hangtompító szelepek alkalmazásával lehet megtenni, amelyet az alábbiakban részletesen átnézünk.
Munkahenger mágneses helyzetérzékelése
Az ipari automatizálás nélkülözhetetlen elemei az érzékelők. Az érzékelők feladata, hogy figyeljék az irányítandó folyamatot és az információkat könnyen kiértékelhető formában továbbítsák a jelfeldolgozáshoz.
A pneumatikus munkahengerek dugattyújának helyzetérzékelésére a mágneses elven működő helyzetérzékelőket alkalmaznak. A munkahenger dugattyújába egy állandó mágnes van beépítve, amelyet a közelítéskapcsoló mechanikus kapcsolat nélkül érzékel. A munkahenger pozíciójának a vizsgálatakor tulajdonképpen a dugattyú pozícióját érzékeljük.
A munkahenger hengercsövén abban a pozícióban szükséges rögzíteni a közelítéskapcsolót, amilyen pozícióban információt szükséges továbbítani.


A pneumatikus munkahengerek helyzetérzékelésére két típus terjedt el:
- REED érzékelő
- Induktív, PNP érzékelő
REED érzékelő
A REED relé két érintkezőből áll, amelyek egy védőgázzal töltött üvegcsőben helyezkednek el, megvédve ezáltal a szennyeződéstől, korróziótól és nedvességtől. Az érintkezők anyaga ferromágneses anyag.
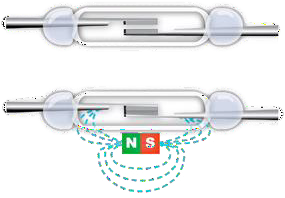
A munkahenger dugattyújában lévő állandó mágnes által keltett mágneses tér hatására az érintkező-nyelvek átmágneseződnek, köztük vonzóerő ébred és egymáshoz kapcsolódnak. Ezzel zárják az áramkört, jelet biztosítva a jelfeldolgozás számára.
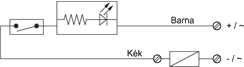
A közelítéskapcsolókat a kapcsolási állapotot jelző világító diódával (LED) látják el.
Szimbóluma
Induktív, PNP érzékelő
Az induktív érzékelők működése egy olyan rezgőkör alkalmazásán alapul, amelynek rezgés-amplitúdóját a közelítéskapcsoló aktív zónájában elhelyezkedő mágneses tér befolyásolja. Az érzékelő elem egy tekercs, amely nagy permeabilitású (a mágneses permeabilitás az anyagra jellemző mennyiség, amely a mágneses indukció és a mágneses térerősség arányát adja meg) anyagból készült és zárt vasmaggal rendelkezik.
Amennyiben ehhez a tekercshez egy mágnest közelítünk, a vasmag mágnesesen telítődik és megváltozik az oszcillátor-áram. Az oszcillátor után kapcsolt elektronikus áramkör kiértékeli a változást és egy jól definiált kimeneti jelet szolgáltat.
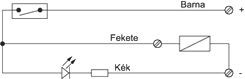
A közelítéskapcsolókat a kapcsolási állapotot jelző világító diódával (LED) látják el.
Szimbóluma
Az induktív érzékelők előnyei a REED érzékelőkkel szemben:
- nincs benne mozgó érintkező
- magasabb kapcsolási frekvencia
- hosszabb élettartam
Pneumatikus munkahengerek sebességének a beállítása
A pneumatikus munkahengerek teljes lökethosszára vonatkozó sebesség-beállítást fojtó- visszacsapó vagy fojtó-hangtompító szelepek alkalmazásával lehet megtenni.
A leszellőztetés mértékével beállítható a munkahenger dugattyúsebessége.
A dugattyúsebesség beállításához a munkahengerből távozó levegőt egy fojtáson keresztül vezetjük, megakadályozva ezzel a hengertér azonnali leszellőzését. A levegő a henger mindkét kamrájában mindaddig jelen van, amíg a véghelyzetbe nem ér a munkahenger dugattyúja. A dugattyú-mozgás ezáltal teljesen egyenletes.
FONTOS! A munkahenger sebességének a beállításához mindig a hengerből távozó levegőt fojtjuk.
A munkahenger sebességének beállításra különböző funkció-csavarzatok alkalmasak:
- fojtó-visszacsapó szelep - hengerbe építhető
- fojtó-visszacsapó szelep - vezérlő szelepbe építhető
- fojtó-visszacsapó szelep - különálló
- fojtó-hangtompító szelep
Fojtó-visszacsapó szelep
Azért, hogy a munkahenger kamráinak a töltése és leszellőztetése eltérő intenzitással történhessen, fojtó-visszacsapó szelepet alkalmazunk.
Az egyik áramlási irányban, a fojtószelepen keresztül történik a levegő áramlása, mivel a visszacsapó szelep megakadályozza a szabad átáramlást.
A másik áramlási irányban a visszacsapó szelepen keresztül, teljes keresztmetszetben történik az átáramlás, mivel a közeg a könnyebb ellenállás irányába áramlik.
A munkahenger pozitív- és negatív mozgását külön-külön, egy-egy fojtó-visszacsapó szeleppel állíthatjuk be.
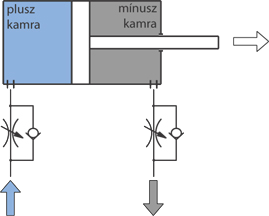
A henger negatív mozgásakor ugyanezen a funkció-csavarzaton keresztül, a fojtó ágon áramlik a levegő, beállítva ezzel a negatív mozgás sebességét.
A pozitív mozgás sebességét, pedig a mínusz kamrához kapcsolódó fojtó-visszacsapón állíthatjuk be.
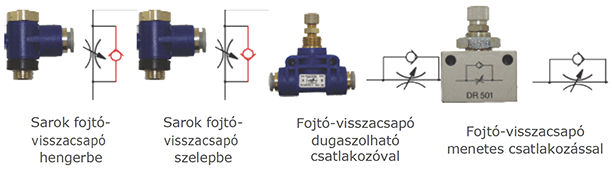
A fojtó-visszacsapó szelepeknek különböző kivitelei terjedtek el (természetesen ez gyártónként eltérő méretű és kivitelű lehet).
Funkció-csavarzatok csoportjába tartoznak, mivel a sarok fojtó-visszacsapók egyben a hengerbe vagy a szelepbe történő csatlakozást is megvalósítják (olyan csatlakozók, amelyek további funkciót is ellátnak).
A sarok fojtó-visszacsapó szelepek esetén a visszacsapó szelep iránya ellentétes, mivel a csatlakozási pontok (menetes csatlakozás, illetve dugaszolható csatlakozás) ellentétes beépítést igényelnek:
- A hengerbe építhető kivitel esetén a menetes csatlakozástól a dugaszolható csatlakozó felé történő áramlás estén a visszacsapó zárt és a fojtáson keresztül áramlik a levegő, mert a menetes csatlakozás a munkahengerbe van csatlakoztatva.
- A szelepbe építhető kivitel esetén éppen fordított, mert a dugaszolható csatlakozótól a menetes csatlakozó felé történő áramlás esetén működik a fojtás.
A manuálisan állítható fojtást csavarhúzóval vagy recés csavarral lehet beállítani.
Kapcsolási példák a munkahenger sebességének a beállítására
Az alábbiakban három munkahenger-vezérlést látunk, amelyeknek a táplevegő-ellátása egy közös levegőelőkészítő egységről biztosított.
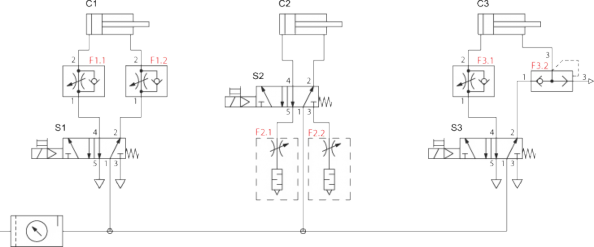
1. kapcsolás
A C1 kettősműködésű munkahenger vezérlését az S1 5/2-es elektromos vezérlésű monostabil szelep látja el. Az S1 szelep működtetésekor a szelep átvált és a vezérelt levegő az F1.1 fojtó-visszacsapó szelep visszacsapó ágának teljes keresztmetszetén áthaladva működteti a C1 munkahengert. A henger mínusz kamrájából a levegő az F1.2 funkció- csavarzaton keresztül, annak a beállított fojtásán keresztül áramlik az S1 szelepbe, ahonnét kipufog a szabadba.
Amint megszűnik az S1 szelepet működtető vezérlő jel, a szelep visszavált és a C1 munkahenger az F1.1 fojtó-visszacsapó szelepen beállított fojtásnak megfelelő sebességgel áll alaphelyzetbe.
A C1munkahenger pozitív mozgásának a sebességét az F1.2 szeleppel, a negatív mozgás sebességét pedig az F1.1 fojtó-visszacsapó szeleppel állítottuk be.
2. kapcsolás
A C2 kettősműködésű munkahenger vezérlését az S2 5/2-es elektromos vezérlésű monostabil szelep látja el, megegyezően az előző példával. A munkahenger sebességét fojtó-hangtompítók segítségével állítjuk be. Mivel a munkahenger sebességének a beállításához mindig a hengerből távozó levegőt fojtjuk, ezért a szelepből távozó levegő fojtásával is megvalósítható a sebesség-szabályozás.
Az S2 szelep működtetésekor a szelep átvált és a vezérelt levegő működteti a munkahengert. A henger mínusz kamrájából a levegő a szelepen áthaladva az F2.2 fojtó- hangtompító fojtásán keresztül kipufog a szabadba.
Amint megszűnik az S2 szelepet működtető vezérlő jel, a szelep visszavált és a C2 munkahenger plusz kamrájából a levegő az F2.1 fojtó-hangtompítón keresztül kipufog, és fojtásnak megfelelő sebességgel visszaáll a henger alaphelyzetbe.
A C2 munkahenger pozitív mozgásának a sebességét az F2.2 szeleppel, a negatív mozgás sebességét pedig az F2.1 fojtó-hangtompító szeleppel állítottuk be.
3. kapcsolás
A C3 kettősműködésű munkahenger vezérlését az S3 5/2-es elektromos vezérlésű monostabil szelep látja el, megegyezően az előző példával. A munkahenger pozitív mozgásának rendkívül gyorsnak kell lenni, ezért gyorsleürítő szelepet F3.2 alkalmazunk.
Az alaphelyzetbe állítást pedig egy fojtó-visszacsapó szelepen F3.1 beállított kisebb sebességgel valósítjuk meg.
A gyorsleürítő szelepe a munkahengerek gyorslégtelenítésére használatos a dugattyúsebesség megnövelése érdekében. A C3 munkahengerből kiáramló levegőt nem a vezérlőszelepen S3, hanem a gyorsleürítő szelep F3.2, 3-as csatlakozásán keresztül pufogtatjuk ki a szabadba.
A C3 munkahenger pozitív mozgásának a nagy sebességét az F3.2 gyorsleürítő szeleppel biztosítottuk. A negatív mozgás sebességét pedig az F3.1 fojtó-visszacsapó szeleppel állítottuk be.
Munkahenger szabványok
A pneumatikában általánosan elterjedt munkahengerek a kompatibilitás miatt szabványosítottak.
A szabványoknak köszönhetően az egyes gyártók munkahengerei és szabványos tartozékai a beépítési méretek egyezőségéből adódóan csereszabatosak egymással.
Legelterjedtebb munkahenger szabványok:
- ISO 15552 | VDMA 24562 | DIN ISO 6431 | Profil- és összehúzócsavaros munkahengerek

- DIN ISO 6432 | Körprofil munkahengerek
- ISO 21287 | Kompakt munkahengerek

- UNITOP | Kompakt munkahengerek

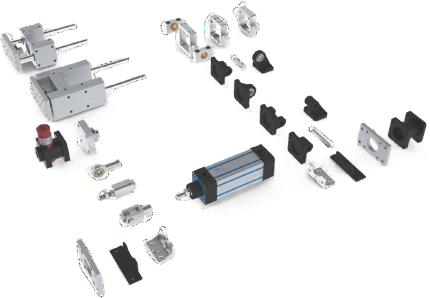
A HAFNER pneumatika ISO 15552 szabványszámú munkahenger kialakítása
Az ISO 15552 Nemzetközi szabvány 2004-től van érvényben. Korábban (1992-től 2004-ig) ISO 6431 szabványszám alatt volt nyilvántartva.
A szabvány meghatározza az ø32 ... ø320 mm átmérőjű, maximum 10 bar nyomáson üzemelő munkahengerek jellemző paramétereit, méreteit, és szabványos tartozékait.
A szabványnak köszönhetően az egyes gyártók munkahengerei és szabványos tartozékai a beépítési méretek egyezőségéből adódóan csereszabatosak egymással.
HAFNER Pneumatika típusszáma: HIF (illetve HBF típus átmenődugattyúrudas kivitelben)

| # | Megnevezés | Anyaga |
| 1. | Hengerfedél | présöntött, eloxált alumínium |
| 2. | Dugattyú-rögzítő anya | nikkelezett acél |
| 3. | O-gyűrű (a dugattyú és a dugattyúrúd közötti tömítéshez) | NBR |
| 4. | Mágnes | állandó mágnes |
| 5. | Dugattyútömítés | poliuretán |
| 6. | Dugattyú | alumínium |
| 7. | Profilcső | eloxált alumínium profil |
| 8. | Dugattyú megvezetés | technikai polimer |
| 9. | O-gyűrű (állítócsavar tömítéséhez) | NBR |
| 10. | Állítócsavar (állítható löketvég-csillapításhoz) | nikkelezett acél |
| 11. | Löketvég-csillapítás mozgó tömítése | poliuretán |
| 12. | Hengerfej | présöntött, eloxált alumínium |
| 13. | Fedélrögzítő csavar | nikkelezett acél |
| 14. | Dugattyúrúd tömítés | poliuretán |
| 15. | Dugattyúrúd | keménykrómozott acél (vagy görgőzött rozsdamentes acél) |
| 16. | O-gyűrű (fedél és a hengercső közötti tömítéshez) | NBR |
| 17. | Fedél burkolat | műanyag |
| 18. | Dugattyúrúd vezetőpersely | szinterbronz |
| 19. | Dugattyúrúd anya | nikkelezett acél |
Nagyobb igénybevételek illetve futásteljesítmény estén a munkahenger tömítései elkopnak, elhasználódnak, miközben a munkahenger szerkezeti elemei még használhatók lennének.
A munkahengerhez javítókészlet tartozik, amelyben megtalálható minden tömítés, amellyel a munkahenger felújítható. A HIF valamint az átmenő dugattyúrudas változat - HBF típusú munkahengerek a javítókészletének a típusa HIR.
 |
Az ISO 15552 szabvány meghatározza a munkahengerek szabványos tartozékait is. Ennek megfelelően az egyes gyártók szabványos tartozékai kompatibilisek egymással.
 |
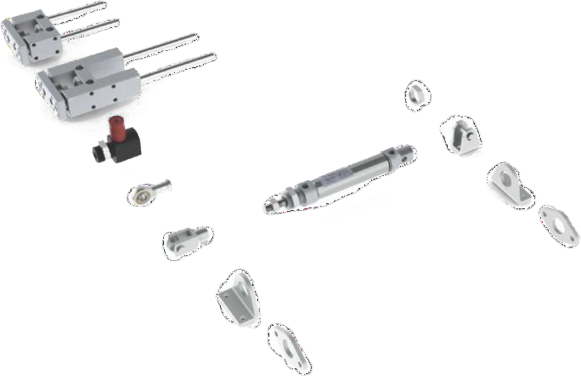
A HAFNER pneumatika DIN ISO 6432 szabványszámú munkahenger kialakítása
A szabvány a körprofil munkahengerek méreteit és szabványos tartozékait definiálja.
 |
A következő fejezetekben a levegőelőkészítő egységekkel fogunk foglalkozni...